
北向きの明かりがとれる部屋が太陽の直接光が入らず、安定した光が当たります。
ここの場合二つの研台を向かい合わせにした形で、台の周りを板張りとし、水がかかっても良いようにし、手前の方は畳じきにして鎬の磨き等の場としています。
手前右側の研ぎ台は荒い砥石を使う時、奥の研ぎ台は細かい砥石や仕上げの時にと使い分けています。これは、荒い砥石の粒が、作業が細かくなるに従い刀身にヒケをつけてしまうからです。この広さは八畳程のものです。このような形以外にも、部屋全体を、研ぎ台のように作ることもあります。多数の研師で作業を行うには、その方が効率が良くなります。
研台の材質は、ヒバやヒノキなどの水に強いものを使います。

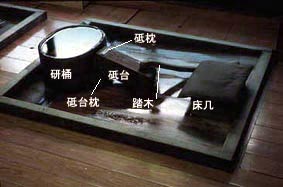
下地場 横から
台が浅く前傾しており、水の流れと姿勢が取りやすくなっています。研ぎ桶・砥台枕・砥台・砥枕・踏まえ木・爪木・床几という名がついています。踏まえ木の反りが浅めに作ってあります。

脇に座布団がおいてあること以外は全く同様です。

仕上げ場 横から
照明は自然光と蛍光灯で部屋全体を明るくします。部屋の状態、特に天井の色合いによって仕上がりが異なって見えます。


安定した姿勢で前傾した体重が砥石に向かっている。この下地の段階で姿が決められます。姿は線ばかりでなく、肉置きも大切な要素です。



切先を研ぐときは右手は動かさずに、体の中心が砥石に向くように構えます。下地で一番難しいのが、この切先の部分で、横手・小鎬をきちんと立てながら肉置きを整えるのが肝要です。基本的に常に切りの方向に研ぎます。帽子以外にむらに成りやすい所は、彫り物の周り・堅さの変わる刃文のあたり、鎬筋あたりも気をつけなければならない所です。

下地の砥石
荒砥・備水・改正・名倉・細名倉と細かくして行きます。一体に荒砥は切りに、備水・改正は筋違いに、名倉・細名倉は真っ直ぐにと砥石目を替えながら進めていきます。切る目的だけなら、このどの段階でも充分で、荒砥でも既に殆ど刃がついた状態で、備水では完全に刃はついた状態となっています。

この砥石が、日本刀の研磨の特質の一つといえます。また、ここまでは天然の砥石ばかりでなく、人造の砥石でも充分使えるものが出来ていますが、これから仕上げの段階では、内曇と鳴滝という天然の砥石しか使えません




砥石の前半分を使って、少しずつ移動させ、一部が凹まないようにしています。

砥石を薄く割り、大村という砥石でさらに薄く平にし、吉野紙を漆で張ってものを艶と言います。これまでの段階を下地、これからが仕上げの段階となります。これまでが刀を動かして砥石にあてていたのが、これからは砥石を紙のような厚さにして使っていきます。
この艶という薄い砥石でも研磨できるように工夫したことが、内曇砥を用いる事と共に日本刀の研磨の二つの大きな特質と言えます。

下地の最後に使った灰色の内曇砥を艶の形にしたものを、刃艶といいます。この艶は、仕上げの一番最初にそれまでの内曇砥の砥目をならす時・それから刃取りの時・そして最後の帽子のなるめの時に使います。主に刃の部分に用いるのでこう呼んでいます。この砥石にも、堅めのもの・柔らかめのものがあり、それぞれ目的に合った選択が必要です。

鳴滝という主に黄色系の色の砥石を艶の形にしたものを、地艶といいます。これは地肌をきれいに現すためだけに用います。これも堅いものから、柔らかいものまで多様なものがあり、柔らかいものから堅いものへと使っていきます。









刃取りの体勢、光の方向をみてなるべく刃文に忠実に拾っていきます。
ここで地肌と刃が完成となります。この後帽子のなるめ・鎬の磨きの工程を経て研ぎは完了します。